Cutting Tools
CNC routers work by using a rotating cutting tool to cut or carve away materials in order to create the final object. Different cutting tools are used for different types of projects and applications. They can vary in size, shape, material, and design; and are sometimes also referred to as cutting bits or end mills.
Most CNC cutting tools can be thought of like drill bits. However, not only can these cutting tools drill downward like drill bits, they can usually cut side-to-side as well; this enables the CNC router to be 3D carving machine rather than just a drilling machine. In order to provide you with an understanding of the variation in features that these cutting tools can have, each of the tabs below address one of the major features which can be accounted for when deciding on which tool you need for your project.
Choosing bits is very much a learning process just as learning to use certain blades on other tools, so if you wish to skip to our Recommendations below then please check it out as we’ve tried to assemble a list of starter bits for a handful of applications.
Learning
Tip Shape
The biggest difference in cutting tools is their tip shape, this determines what application the bit can be used for. The three most common types are the v-bit, flat end, and ball nose (shown below respectively).
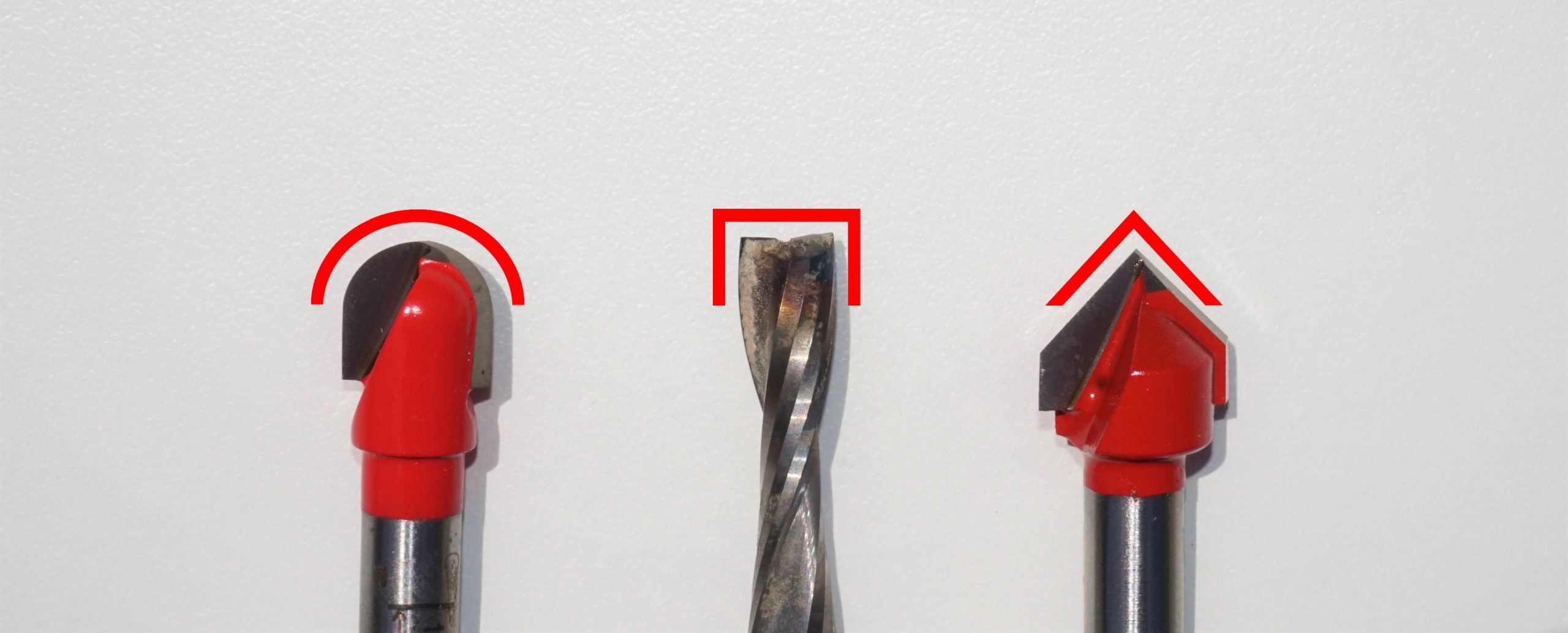
V-bit: v-bits have an angled tip that works great for engraving. They come in varying angles so that if you’re cutting a line with a certain thickness then a 60° bit will cut that line deeper than a 90° bit will; this variation can be used to great effect.

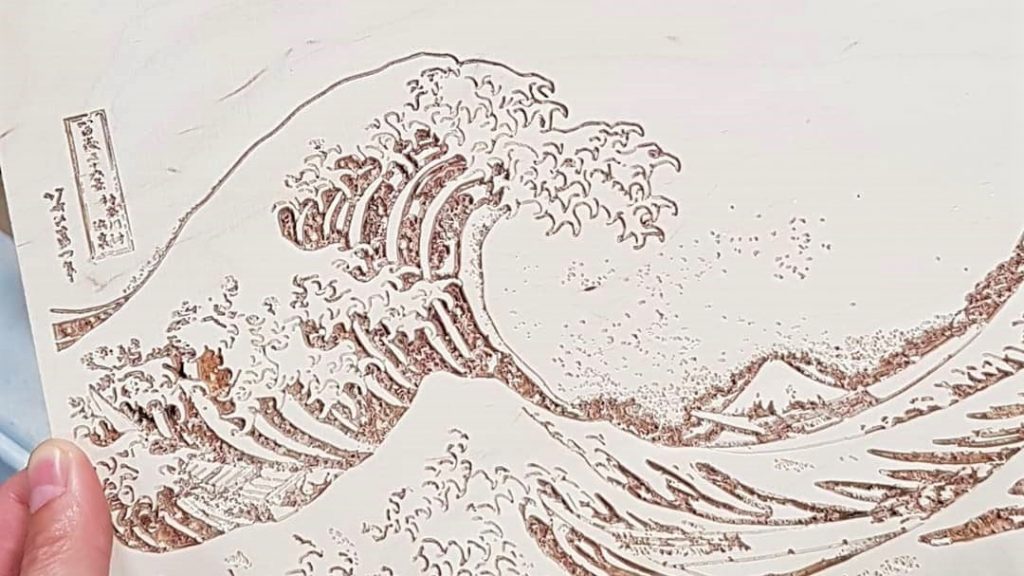
V-bits can be used for simple line-drawing engravings and are also commonly used for “v-carving” which varies the height of the bit as it cuts to change the width of the engraving. This can create detailed images and can also be used for stippling.
Flat end: this type of end mill simply has a flat or “square” tip profile and normally comes in the form of a spiral bit, but rabbit and dado bits also fall under this category. These cutting tools are the most common of any type due to their versatility for rapid material removal, pocketing, and generally being able to do most CNC projects you may have in mind. At the very least they come in handy if you’re considering levelling a large cut of material or need to cut the outer profile of a sign to separate it from the stock material.

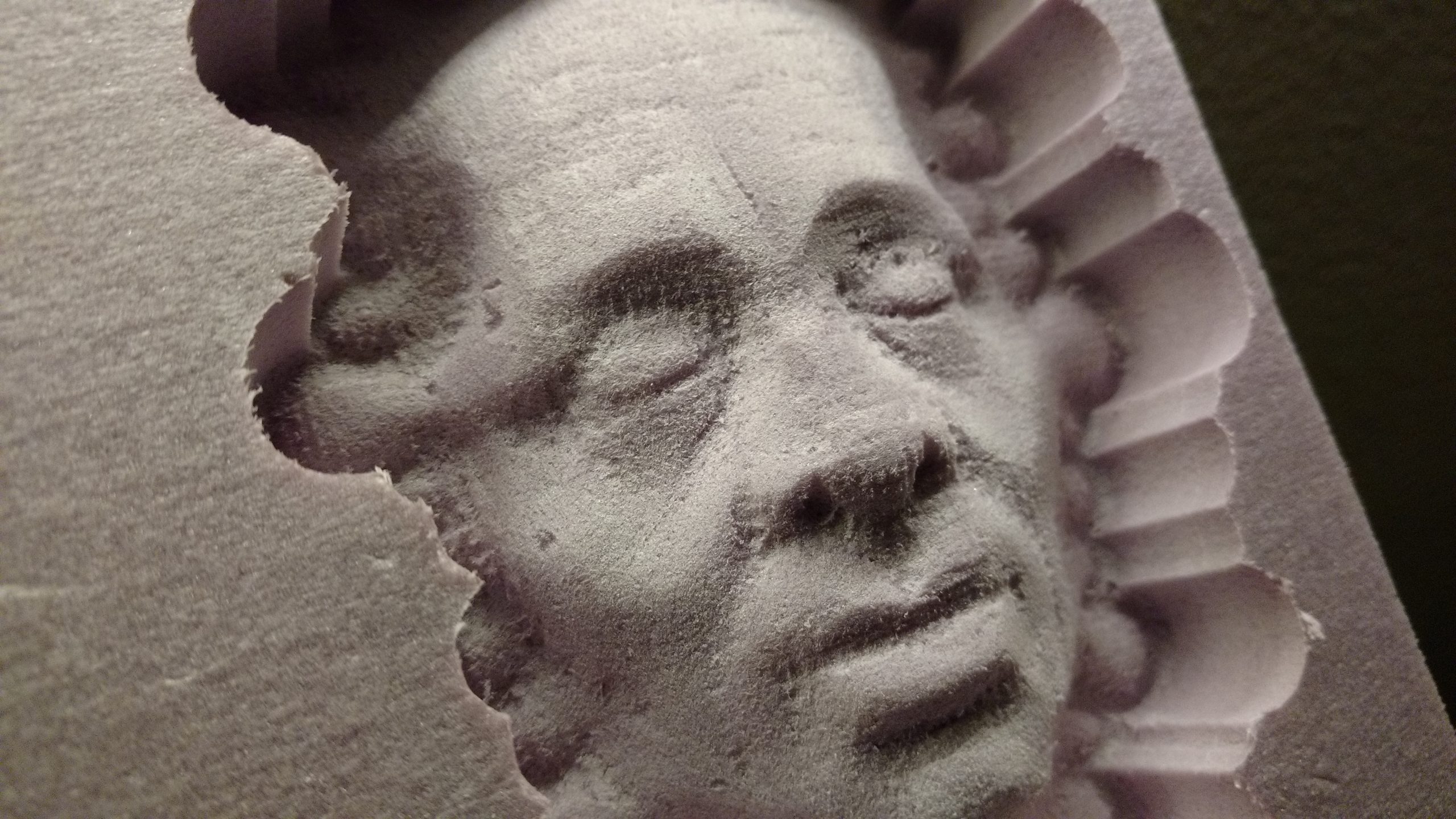
Ball nose: great for 3D / relief carving where your project contains contoured surfaces. By stitching many close passes of its rounded profile together the result can be a perfectly smooth, curved surface right off your machine. Smaller ball nose bits are commonly tapered so that the bit is less likely to snap but you’re still able to cut out very fine details. All this being said, one aspect these bits can’t handle is flat surfaces due to the “scalloping” they introduce. This type of carving is certainly more advanced than others but at the end of the day it certainly adds an extra dimension to your projects.
Size
The size of a cutting tool is important because if it’s too big then it might not be able to cut to the level of detail that you need, and if it’s too small then it might take forever to cut everything away. When you’re starting with a CNC it’s easier to stick with using a single bit for the whole job so you probably want to make sure you’re sizing it correctly, but once you become accustomed with mid-project tool changing and then you can have the best of both worlds!
Cutting tools can normally be described by a few key dimensions:
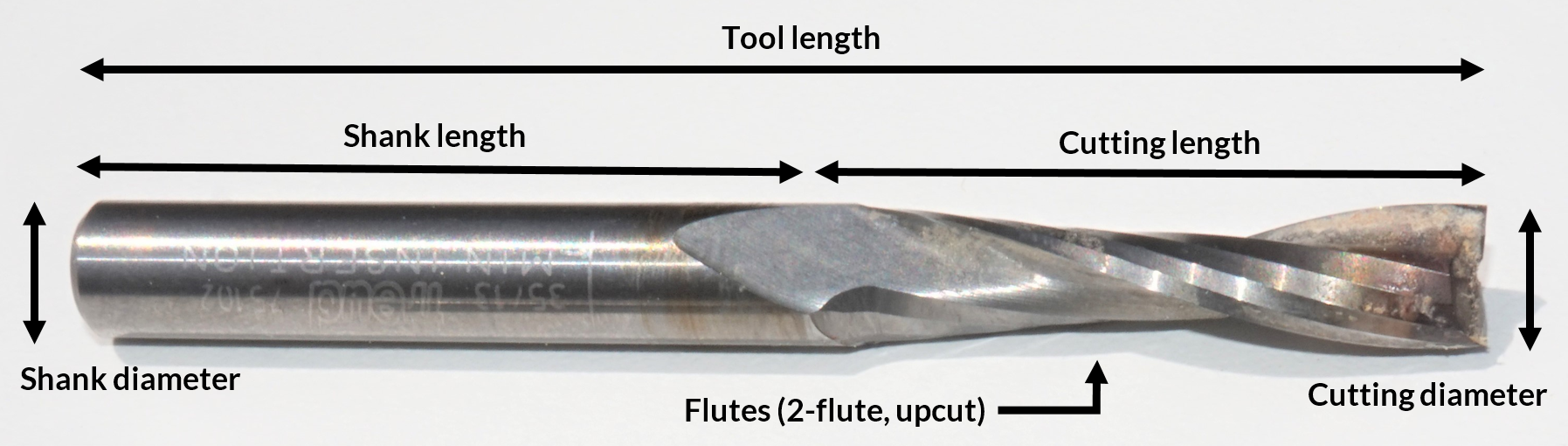
Cutting diameter: the diameter of the cutting end of the tool. For ball nose bits it’s the diameter before the rounded profile and for v-bits it’s usually the largest diameter of the ‘v’ profile. The size of this determines your tools ability to remove material.
Cutting length: the length of cutting profile that the bit has. This length determines the maximum height of material that can be ‘engaged’ with your bit while cutting, however most of the time when making slotted profile cuts it’s a good rule of thumb to cut down half of the cutting diameter at a time.
Shank diameter: this is where your router or spindle will be holding onto the bit, so make sure it fits! This can be whether you have a 1/4″ collet, an 1/8″ one, or a collet adapter. When attaching your bit into the collet, it’s best practice to push it in all the way to the end of the shank length, otherwise if it’s sticking far out then it’ll be prone to snapping during a cutting job.
General rules:
- Use the largest diameter cutting tool you can bear if you don’t mind the lack of detail and want to remove material quickly. For the LongMill this is going to be in the range of 1/4″ to 1/2″
- Long tools can make deeper cuts but usually deflect more and affect surface finish, try to use the shortest tool you can or mount it deeper into the router
Flutes
The flutes on a cutting tool have a dual purpose of cutting/shearing material off of the stock and evacuating these material ‘chips’ from the cutting area. It’s important for the chips to be moved away during the cutting process since they’re a primary mechanism for keeping the cutting area cool as they carry heat away with them; they can also jam the tool up or wear it out prematurely if they stick around.
Cutting tools can have any number of flutes on them, but the most common are 1-flute, 2-flute, and 4-flute. Due to the capabilities and rigidity of most CNC routers, a good general rule is that you should use tools with less flutes if you want to cut material away faster or if the material is prone to melting or ‘gumming up’ when cut (this includes soft metals and plastics). More flutes are necessary for your surface finish if you’re making a final cutting pass on harder materials and are removing just a small amount of material.
General rules:
- 2-flute bits are going to work for most jobs and materials. 4-flute bits are hardly used on CNC routers and 1-flute bits only become necessary when cutting aluminum, other soft metals, or some plastics.
- For softer materials and woods, the spiral direction of the flutes will have a large impact on the surface finish of the material. “Up-spiral” or “up-cut” bits pull the chips out the top of the material which helps with chip evacuation but can cause fuzziness or burring to appear on the top edge as well. “Down-spiral” or “down-cut” bit are the opposite, pushing the chips down into the cut. This seems bad since the chips aren’t able to escape, but in certain situations they are advantageous to use if you want to avoid tear-out or burring on the top of the material.
One area where both up-cut and down-cut bits fall short is that when cutting thicker sheet material at full depth, they will cause tear-out on either the top or the bottom; the solution to avoiding this is a “compression” bit. Compression bits are a combination up-cut and down-cut bit which pulls both sides of the material towards the center. The only challenge is making sure the tool enters the cutting path correctly otherwise the up-cut half could pull up the material while the tool is still moving into position.
There are also many router bits which don’t have spiral flutes at all. The differentiation here is that the whole cutting profile is being engaged at once which will increase the cutting forces, and the lack of spiral means that you shouldn’t make deep cuts since the chips can’t be pulled up and out of the cutting area.
Advanced
As a CNC operator, you will learn to choose the correct end mill for the job and use the correct speeds and feeds in your CAM program to get the best results in your project. As you start to dive into the world of cutting tools you’ll start to see how their geometry, material characteristics, and performance can become very nuanced from tool to tool. Two of the largest additional factors which weren’t previously mentioned are the tools material composition and its coating. Below will be an introduction to these topics:
Composition
Cutting tools can be manufactured out of a variety of material which are all engineered to be able to sustain high loads during the cutting process and remain sharp enough in order to shear the material away from the stock. Of these, the most commonly used materials are high speed steel (HSS) and solid carbide.

HSS usually combines with a variety of other alloys to have a high wear resistance and durability for cutting both soft and hard materials. Since HSS is softer than solid carbide it’s less likely to crack and instead wears out over time, so it’s limited to slower cutting speeds. HSS tools are also usually much cheaper than solid carbide tools and can be additionally improved if they come with a coating.
Solid carbide tools are very hard so they’ll stay sharp for longer and won’t wear as much at higher temperatures. Recently, carbide tools have become much cheaper and accessible for use in CNC routing, however it’s important to note that carbide cutting tools typically require higher speeds in order to mill properly. This makes them a great candidate for cutting finishing passes, milling PCBs, and cutting materials that won’t easily burn or melt.
Coatings
Carbide cutting tools have the ability to be covered in fancy coatings like TiN (titanium nitride), TiCN (titanium carbonitride), TiAlN (titanium aluminum nitride), and AlTiN (aluminum titanium nitride). All of these coatings can enhance the tool’s abilities by increasing its wear resistance, making it more thermally stable, lowering its coefficient of friction, or increasing its ductility.
For more non-abrasive materials, coatings will only have an affect on the lifetime of the bit. However, for ultra-precision machining or when milling carbon fiber or hard metals, the wear resistance introduced by these coatings are worth their added cost. For this reason, most CNC router work doesn’t require a deep knowledge on cutter coatings since it usually becomes more applicable when cutting metals.
In summary: if you’re on the lookout for a reliable set of cutting tools, make the jump and invest carbide or coatings if the application makes sense. Otherwise, if you’re on a tight budget or you’re still learning how to use your machine then hold onto your money for the time being.
More
In case you’re feeling curious, there’s many more resources out there which provide plenty of information on the ins and outs of cutting tools. Here are a few that we’ve documented:
- 2019 Guide to CNC Router Bits: All You Need to Know
- Makezine- The Skinny on Endmills
- CNC Cookbook- End Mill Guide
- Guerrilla guide to CNC machining- Stocking up on End Mills
- Tinker and Futz- A Guide to CNC Bits
- CNC Zone- Router Bits and End Mills
- Wikipedia- Milling Cutter
- Shapeoko Wiki- End Mills
- Hannibal Carbide Tool- Titanium Coatings
Recommendations
Below we’ve put together a list of bit recommendations based on the use case they’re being used for:
- Bulk material removal & simple cuts: get a surfacing bit for flattening material blanks, some dado bits, and some 1/4″ end mills
- Lots of plywood work: get some downcut end mills (regular ones are upcut) or compression bits to avoid splintering
- Sign making: most of the time a 60° and 90°, 1/4″ shank v-bit and an end mill is all you need
- Intricate contour and relief cuts (3D carving): look into getting small, 2-flute ball or tapered end mills, these can range from 1/8″ to being smaller than 1mm
- Small work and engraving: you can probably stick to square or ball end 1/8″ bits and smaller v-bits
- Metal cutting: pick up some reasonable single-flute cutters with an advantageous coating; also keep in mind that when it comes to aluminum cutting, the larger you can bear to make your cutting tool, the greater the material removal rate can be and the less likely it’ll be for the bit to get clogged up with metal and snap as a result
**Be careful when buying tools that the price tag isn’t far above what the average prices are. As a first time CNC’er, it’s usually not worth the investment into expensive cutting tools since you’ll probably be breaking or damaging bits during the learning process. As far as brands are concerned, most types will work whether is a local or online supplier, but starting off with the cheaper no-name brand stuff has the benefit that it can be broken without a second though, even if it usually can’t hold an edge over the long-term.
After some time, if you find yourself looking at tools with a price tag in the hundreds, then this is probably a good indicator that you should consider upgrading to a new machine.