
Overview
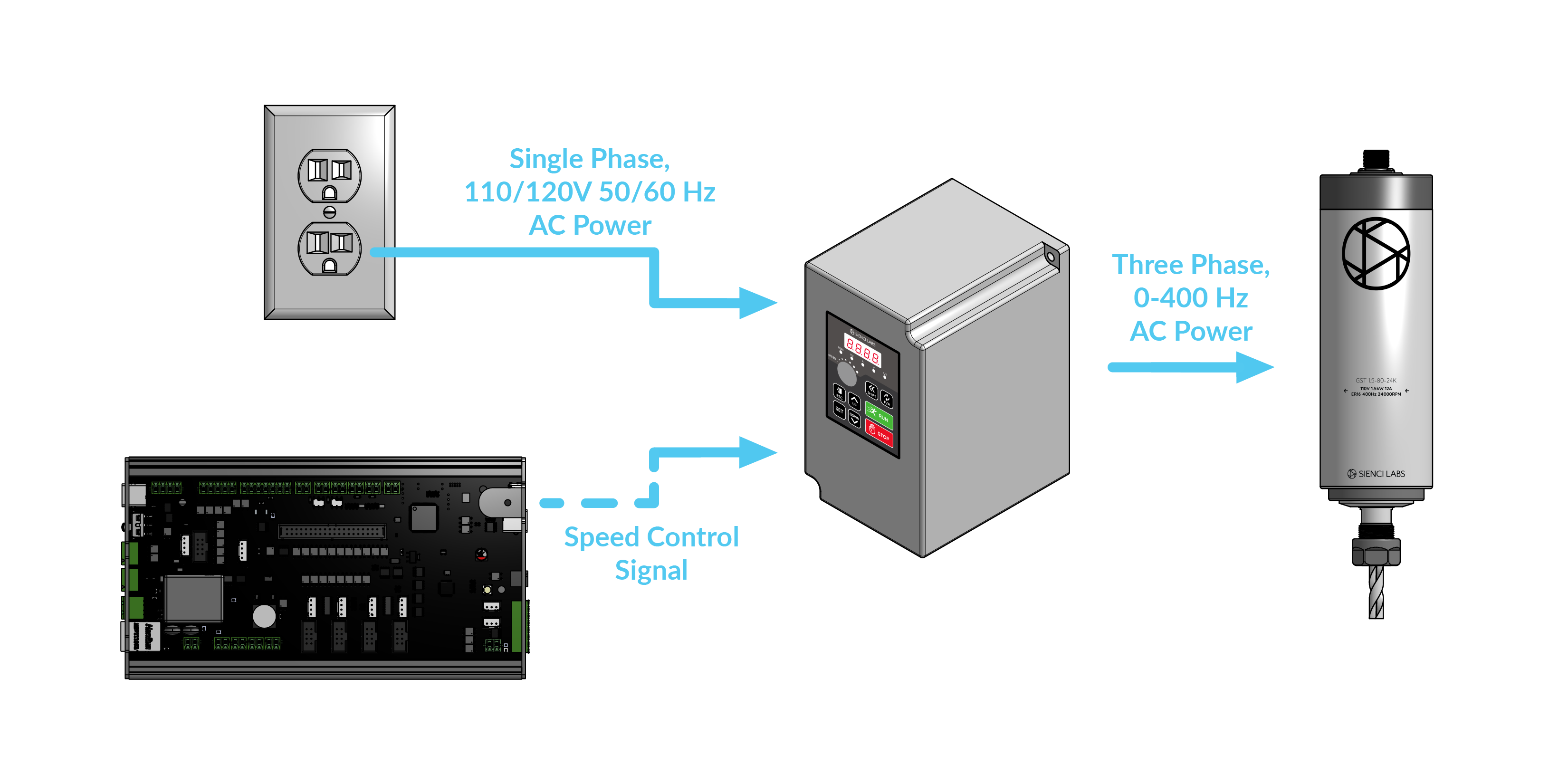
Spindle VFD systems involve the following:
- A spindle body (“spindle”) which contains the motor and rotating elements
- A variable frequency driver unit (“VFD”) which directs power from the wall outlet to the spindle motor. Our spindle kits use the H-100 VFD.
These components work with the CNC machine’s controller to allow for automated starting, speeding up and stopping of the spindle. Our spindle VFD system uses the RS485 serial communication protocol.
The general setup process is as follows:
- Install the proper electrical in your shop
- Hook up and mount your spindle VFD based on assembly instructions
- Program the VFD based on requirements described in the VFD manual
- Our spindle kits are already pre-programmed, so no need to change
- Update the firmware settings to the SLB-EXT using the configuration file.
After that, you can test your spindle and install your cutting tool!
ER Collets
Many spindles use ER collets to hold cutting tools. The multiple-slit geometry allows for the collet to collapse into itself as you tighten the nut, adapting to slight variations in size to achieve precise tool holding. The AltMill spindle kits come with ⅛”, ¼”, ⅜” and ½” ER20 collets, and one M25x1.5mm collet nut.
Installation
An ER collet is assembled differently from a regular collet. By design, the collet is captured in the nut by an eccentric groove. If the collet is not captured by the nut, it can cause cutting performance and noise issues. It could also get stuck in the spindle shaft.

To assemble:
- Press the collet into the nut until it clicks, then check that the face of the collet sits flat on the nut
- Insert a cutting tool into the assembled ER collet

- Hand tighten the assembled tool and collet onto the spindle.

- Use the provided wrenches to fully tighten the tool and collet, by bringing the wrenches together

Removal
To switch out the collet, use another collet to push out the installed collet from the nut.
Third-Party Spindles
While we offer spindle kits that are relatively easy to set up, there is an overwhelmingly large variety of spindle options available. Some of these options may be pre-wired, plug-and-play kits with their own support such as kits offered by PwnCNC, and others may be standalone parts that will require you to purchase individual parts and wire up the system yourself. It should be noted that we provide limited support for installing third-party spindle kits, if you choose to go this route please do your research!
When sourcing your own spindle, there are a few key variations which you should consider:
Spindle Size
- 1.5 kW, and 2.2 kW spindles will typically exist in an 80mm diameter which will fit your AltMill 4×8 out-of-the-box.
- 3 kW, 3.5 kW, and 4+ kW spindles will typically exist as 100mm diameter, or will be of a ‘square’ profile which will require a custom mounting solution
- The AltMill 4×8 can utilize much more powerful spindles in the range of 4kW+, as well as support the extra weight of such units on the Z-axis.
Cooling Method
Air cooled spindles utilize a centrifugal fan to pull air through the body of the spindle to keep things cool. Due to the fan type, these tend to be much quieter than the axial fans used in trim routers.
- Air cooling provides adequate cooling in almost all scenarios, but can be a concern if you are consistently using your spindle at its minimum RPMs (e.g. 7500 RPM), and operating in a very hot environment.
Water cooled spindles utilize a supply of water flowing through channels inside the spindle body to cool the spindle.
- The setup for this is a bit more involved, and requires water lines to be run through the drag chains of your machine, going to a water pump and water reservoir under or near your machine.
- Another key consideration is that a water cooled spindle should never be run without water actively flowing through it, as this will damage the spindle. Water cooling lines should be no greater than 10mm outer diameter, and be reasonably stiff so that the tube cannot kink when bent.
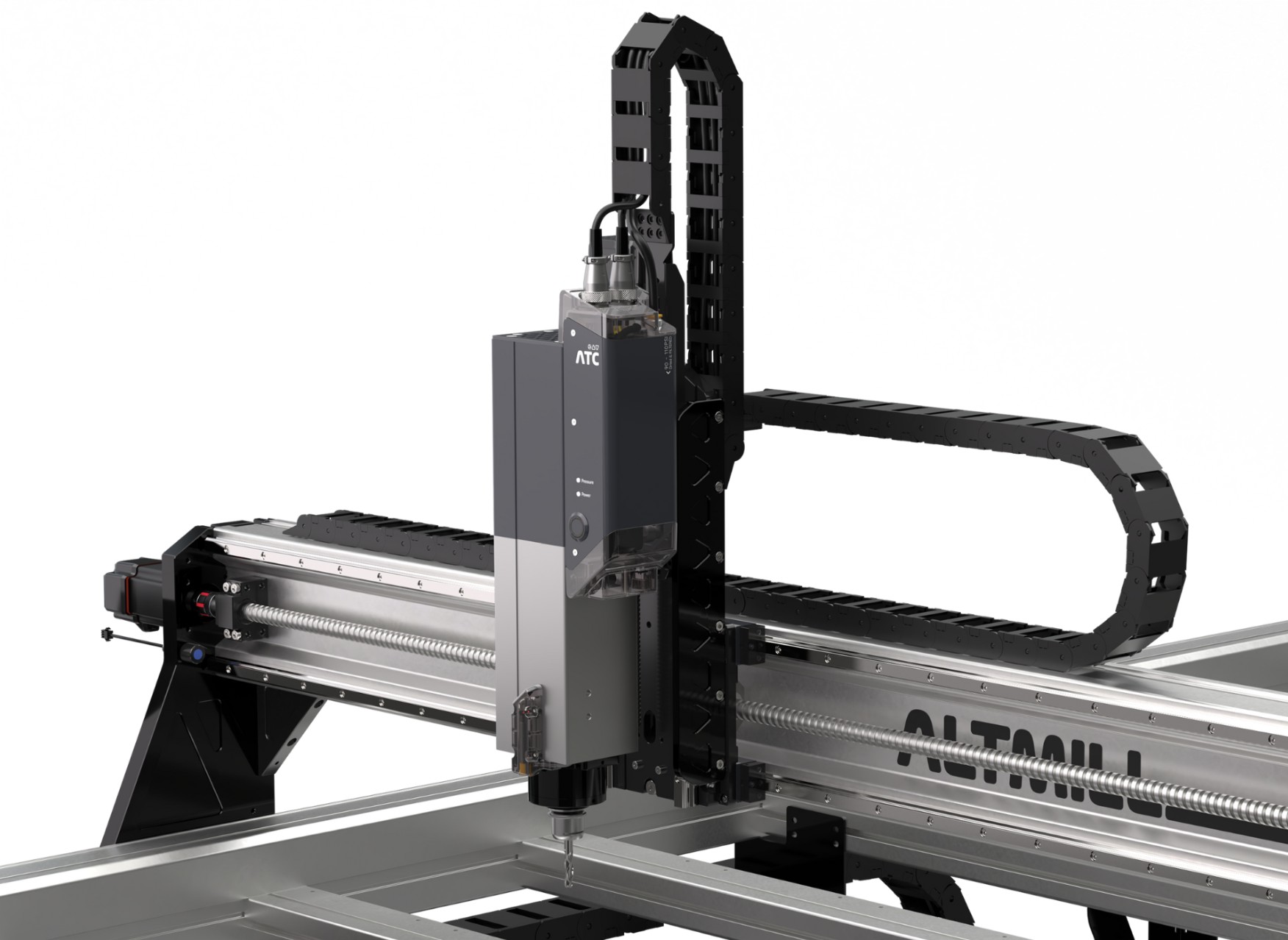
Auto Tool Changer (ATC)
ATC-specific spindles allow for the machine to automatically swap out cutting tools during a job. These are typically complex and expensive to set up, however may be worth it for production-level use cases. We offer our own ATC kit that is compatible with all AltMills, however you may choose a third-party ATC system. Please note we have not tested with other ATC systems, so check with the supplier on compatibility.
VFD and Spindle Power
The VFD power rating should match with the spindle power rating, either meeting or exceeding the spindle (ie. a 2.5kW VFD with 2.2kW spindle is okay).
AC Power
Different models will be rated for different AC power voltages.
- For 110/120V power found in most households with a 15A current breaker, you’ll be limited to a power rating of 1.5kW in most cases.
- If you have a 20A current breaker, you may be able to use a 110/120V, 2.2kW VFD however this is not recommended.
VFD to SLB-EXT Compatibility
- The SLB-EXT control board has plug-and-play support for RS485 control of only certain VFD units such as: Huanyang V1, Huanyang P2A, Durapulse GS20, Yalang YS620 and H-100.
- Setting up RS485 control for other VFD models is possible using the ‘MODVFD’ customizable profile, but be warned that this can be quite involved and support cannot be guaranteed for all VFD models. RS485 control is also not found on every VFD unit.