
This is a setup guide for the LongMill Spindle Kit, installed on the LongMill MK2 and using the SLB or SLB-EXT controller.
Machine Setup
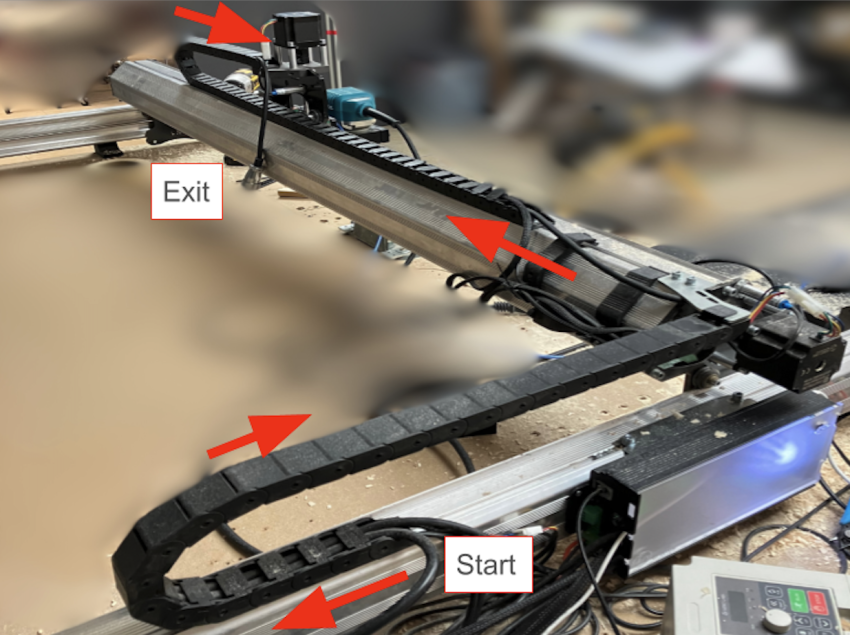
Cable Routing
1. Undo all drag chain clips and detach the drag chain from end links, using a flathead screwdriver.
You can pop off the drag chain from the ends by wedging the screwdriver between the connecting tabs.

2. Remove the router’s power cable from the drag chain, and the power extension cable if you have one. Route the spindle cable through the following path.
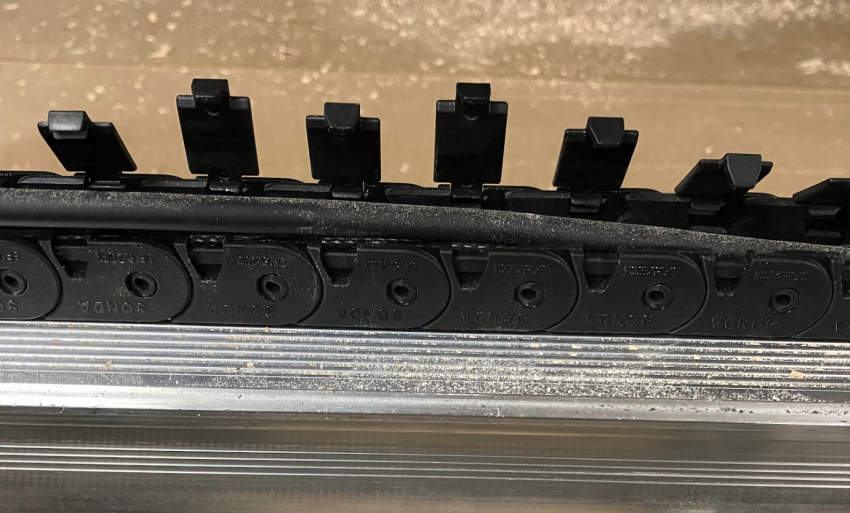
3. Re-attach the drag chain clips and end links, securing the spindle cable and the other existing cables in place.
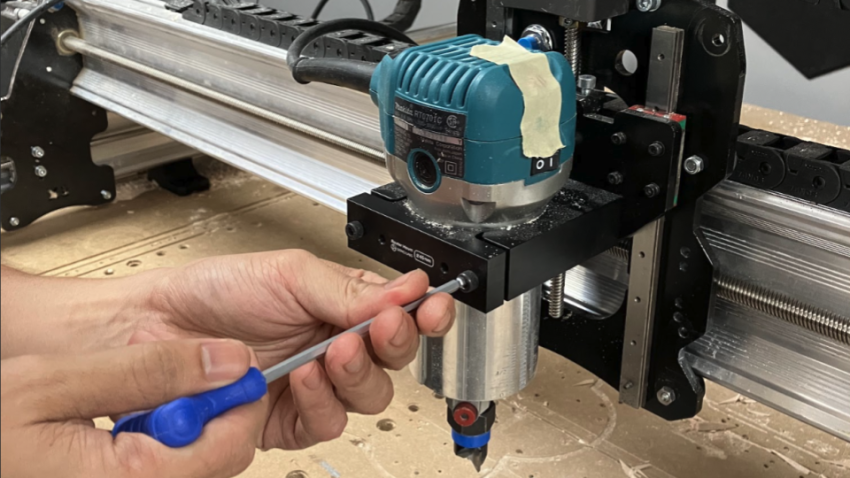
Router Mount
1. Using an Allen key, loosen the front two clamping screws at the mount. Remove the router.
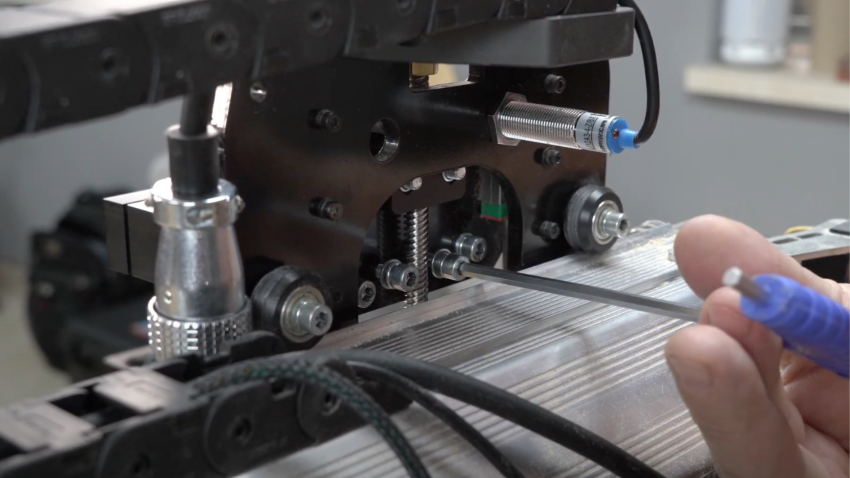
2. With the machine connected to gSender, jog the Z-axis all the way up to gain access to the four (4) M5x25mm screws at the back of the XZ gantry.
3. Using an Allen key, unfasten the back screws to remove the mount.
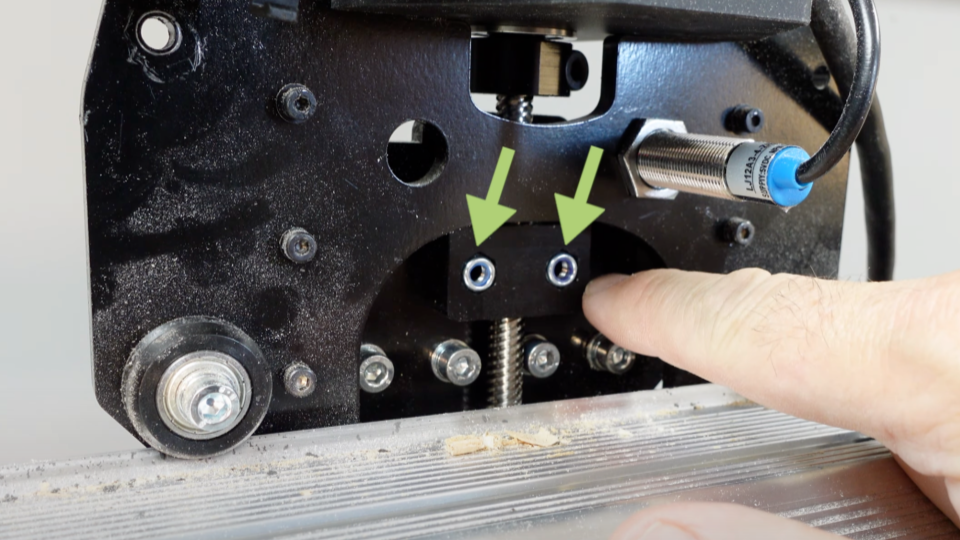
If you have trouble accessing the four (4) screws, you can raise the router mount higher by removing the screws at the anti-backlash block.
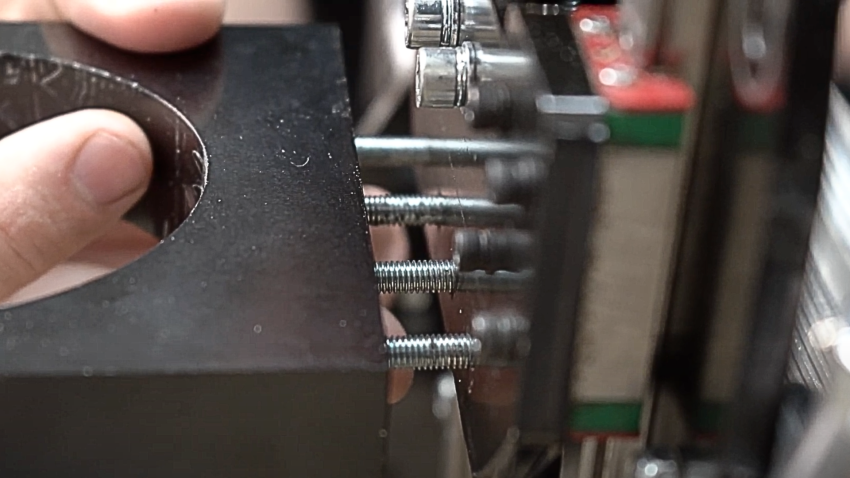
4. Take the new 80mm spindle mount and secure it using all four screws at the back of the XZ gantry.
5. Loosen the front two clamping screws on the 80mm mount.
6. Place the spindle through the mount, and fasten the clamping screws to secure the spindle in place (you can adjust the height later).
VFD Connections
1. Plug in the VFD power cord, spindle cable and controller cable (coiled) into the bottom of the VFD.

Make sure the spindle cable is oriented correctly, matching the slots with the small tabs on the VFD. Once plugged in, fully secure the spindle cable by turning the blue ring clockwise.

2. Fasten the VFD to your table or a flat surface. Make sure the bottom of the VFD is accessible, so you can toggle the power switch. Use the four (4) mounting points on the back panel to fasten the VFD in place.

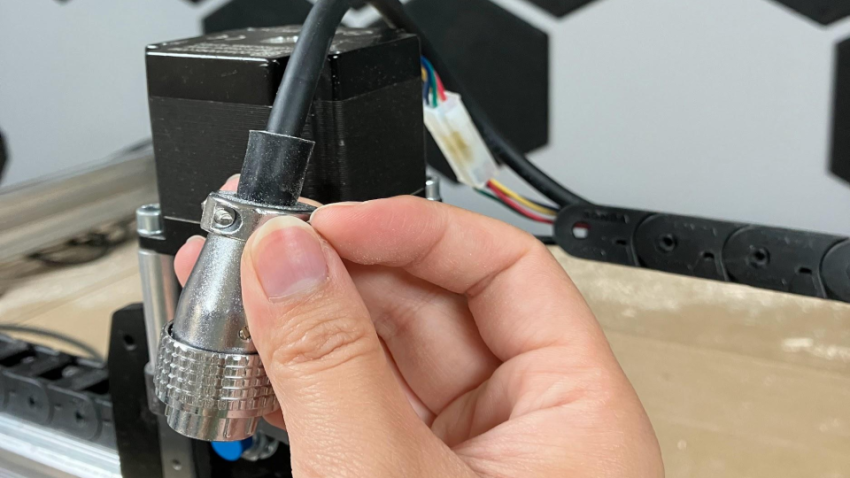
3. Plug in the spindle cable connector into the top of the spindle.

Fully secure the spindle cable connector by rotating the ring clockwise until tight.
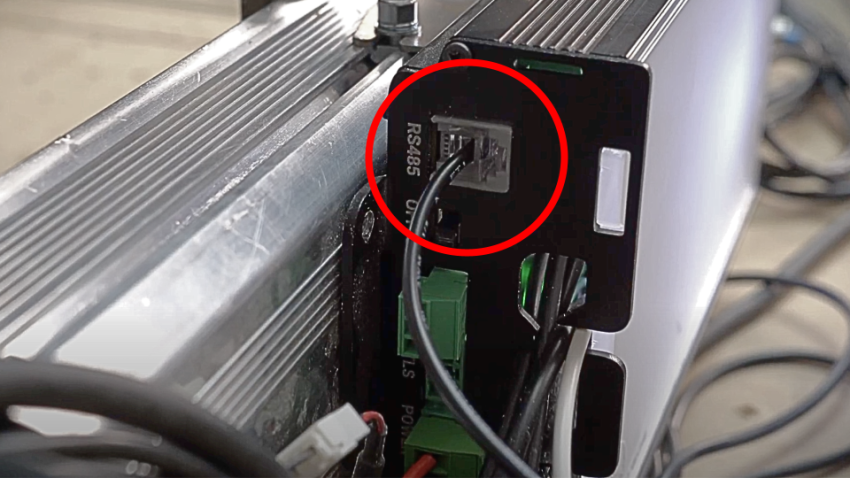
4. Plug in the RS485 wire into the SLB controller.
5. If your SLB is powered on, please turn it OFF now.
6. Plug the VFD into power, and turn on the power switch at the bottom of the VFD. The VFD screen should turn on and show H 100 then blink 0000.
7. Now turn ON the controller using the power switch and make sure the E-stop is released.

gSender Settings
gSender 1.6.0 and above
1. Connect to the machine in gSender.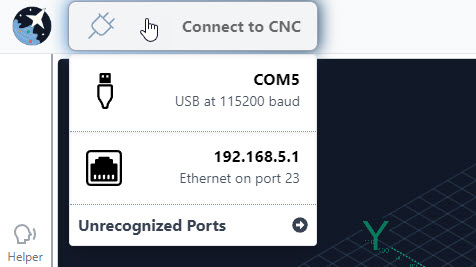
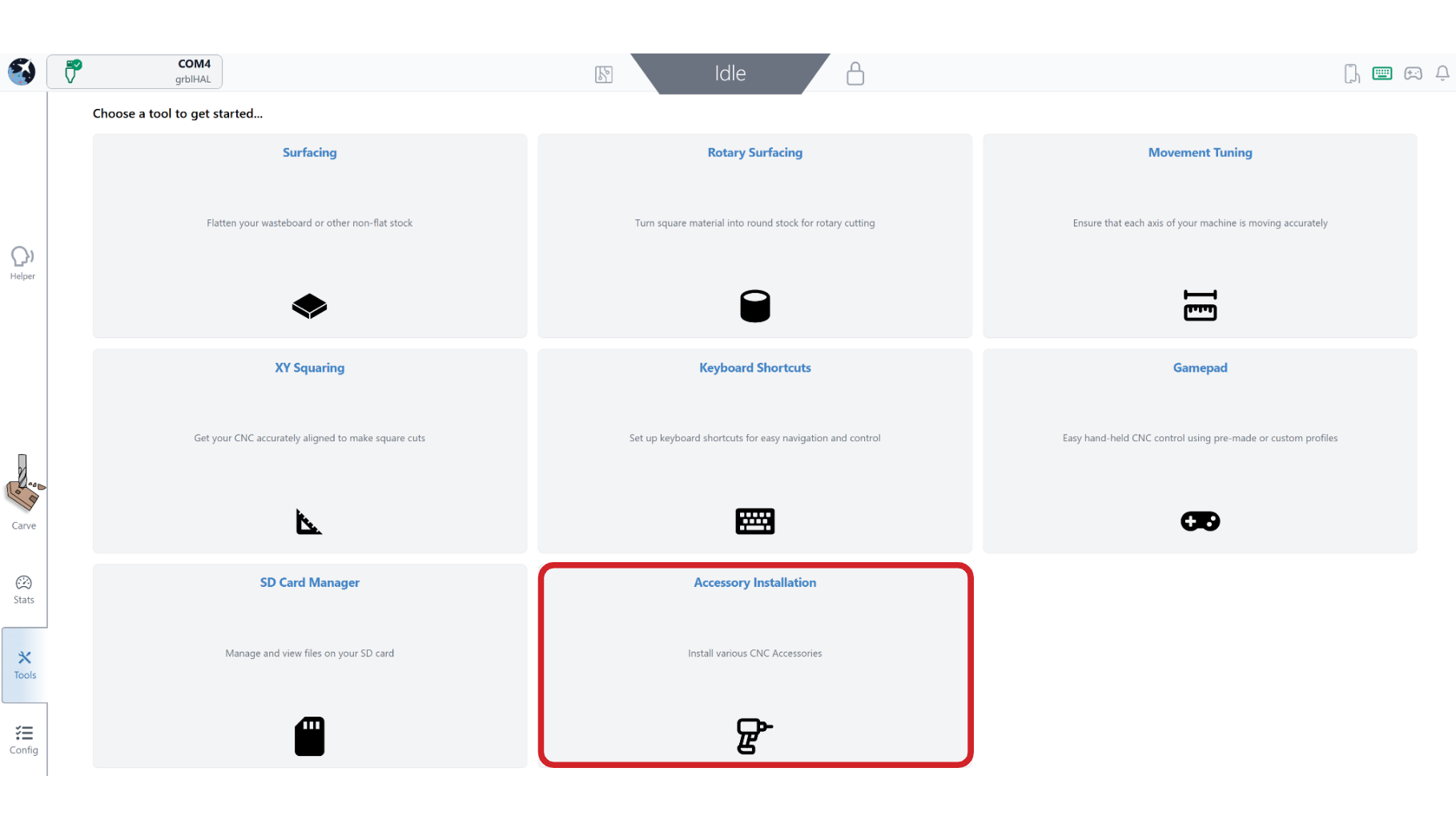
2. Go to Tools, then select Accessory Installation.
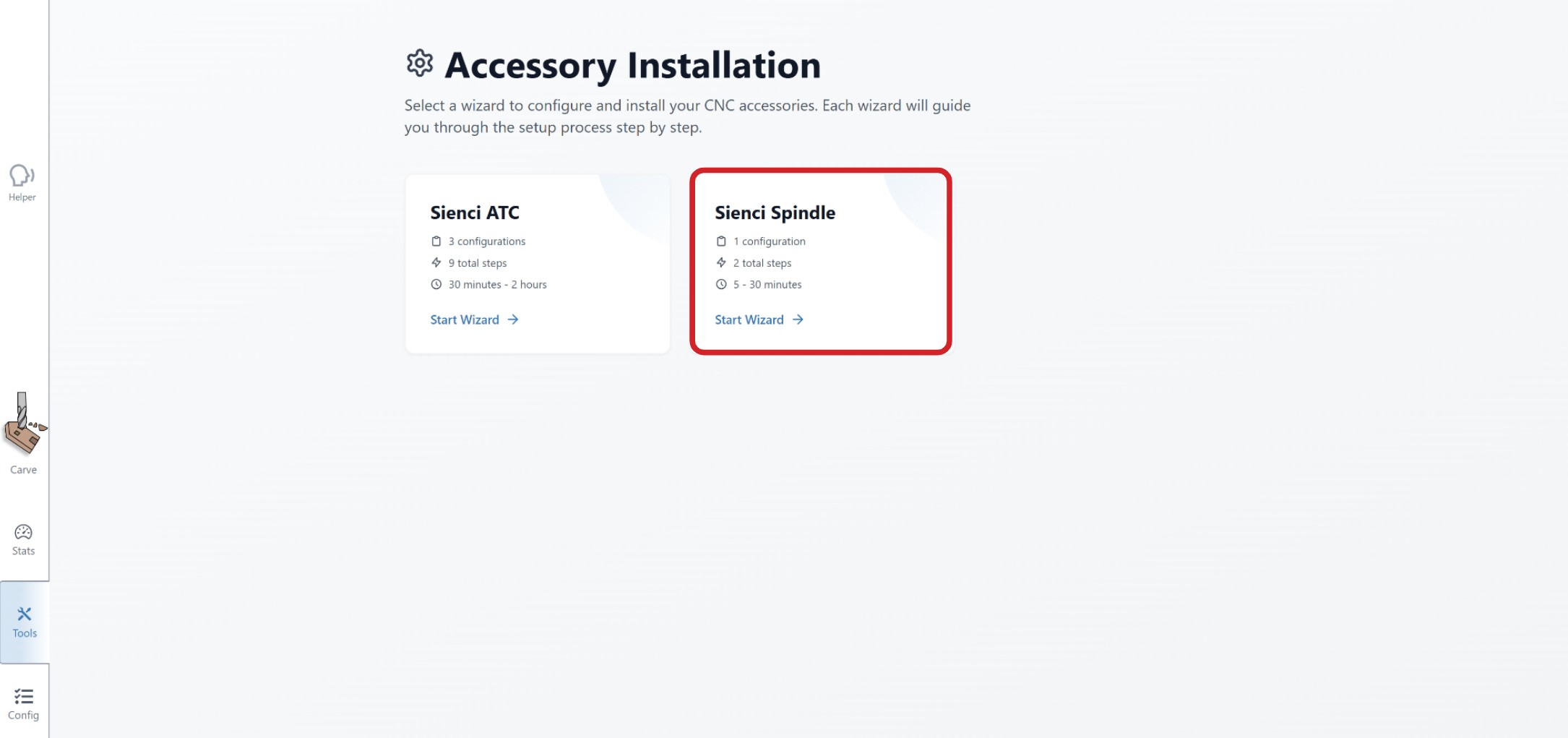
3. Select Sienci Spindle, then go through the installation wizard to finish setting up.
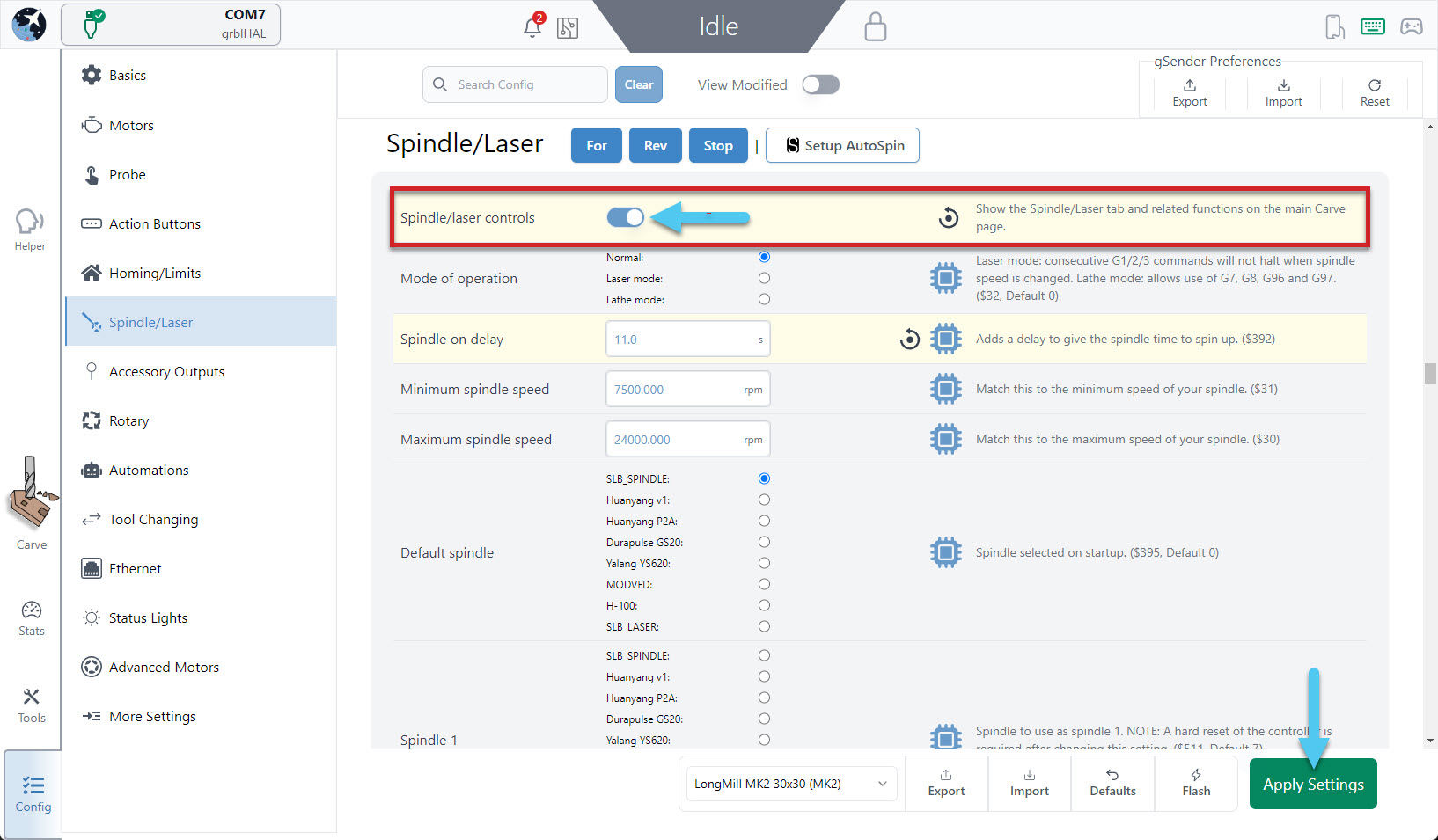
4. Once you completed the steps in the installation wizard, go to Config, to the Spindle/Laser section, and enable these functions by flipping the enable Spindle/Laser toggle to turn them ON. Don’t forget to apply your new settings!
5. We will now reset everything so our changes can successfully take effect. Turn OFF the controller at the power switch.
Unplug the spindle from power.
Close gSender.
Then, turn ON the controller, plug the spindle back into power, open gSender and reconnect.
6. At the ‘Spindle/Laser’ tab, check that ‘H-100’ is selected. Then use the slider to the lowest speed, and press the ‘Forward’ button to test out the spindle. Check that it is spinning in the correct direction. Press the ‘Stop’ button to stop the spindle. You are almost ready to start CNCing with the spindle! 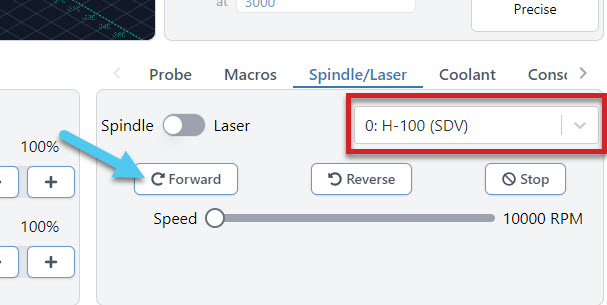
gSender 1.5.0 to 1.5.9
1. Connect to the machine in gSender.
2. If you have the SLB, download this g-code file: LongMill Spindle Configuration (SLB Controller only)
If you have the SLB-EXT, download this g-code file: 2026-SLB-EXT_Config_File
At the bottom of the screen on gSender, press “Load File,” select the g-code file, and then press “Start Job.” The file should finish executing instantly, without any machine movement. You will also see “Alarm 14” on screen, which you can ignore.
4. Go to Config, to the Spindle/Laser section, and enable these functions by flipping the enable Spindle/Laser toggle to turn them ON. Don’t forget to apply your new settings!
5. We will now reset everything so our changes can successfully take effect. Turn OFF the controller at the power switch.
Unplug the spindle from power.
Close gSender.
Then, turn ON the controller, plug the spindle back into power, open gSender and reconnect.
6. At the ‘Spindle/Laser’ tab, check that ‘H-100’ is selected. Then use the slider to the lowest speed, and press the ‘Forward’ button to test out the spindle. Check that it is spinning in the correct direction. Press the ‘Stop’ button to stop the spindle. You are almost ready to start CNCing with the spindle!
gSender 1.4.12 and below
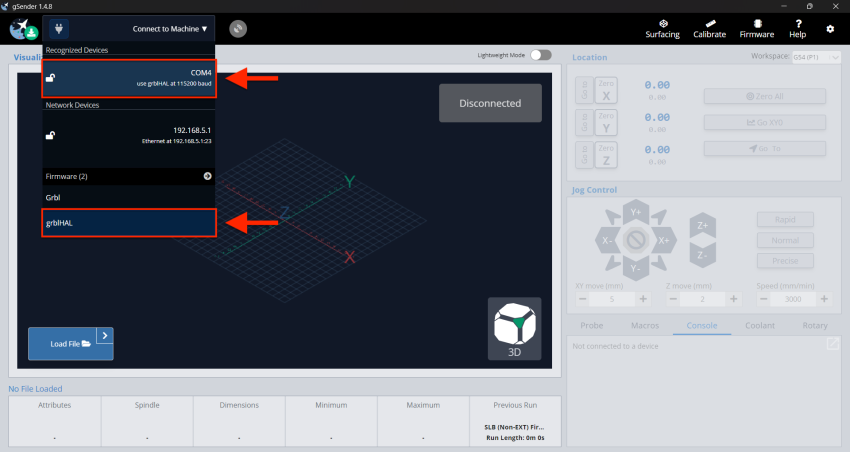
1. Connect to the machine on gSender. Make sure that you are connected under the “grblHAL” firmware.
2. If you have the SLB, download this g-code file: LongMill Spindle Configuration (SLB Controller only)
If you have the SLB-EXT, download this g-code file: 2026-SLB-EXT_Config_File
At the bottom of the screen on gSender, press “Load File,” select the g-code file, and then press “Start Job.” The file should finish executing instantly, without any machine movement. You will also see “Alarm 14” on screen, which you can ignore.
3. Press the ‘gear’ on the top right corner, then press ‘Spindle/Laser’ on the left column, and toggle the ‘Spindle/Laser’ to be ON. 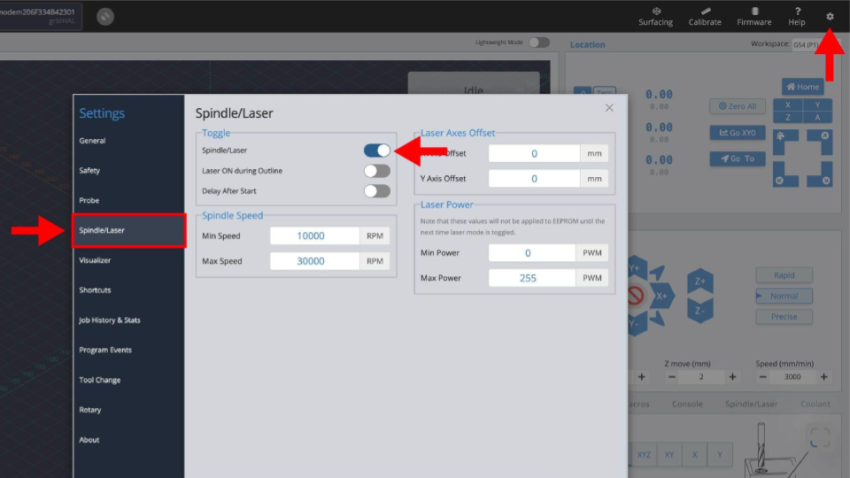
Set the spindle’s ‘Min’ and ‘Max’ speeds as 7500 and 24,000 RPM, respectively. Then close the window.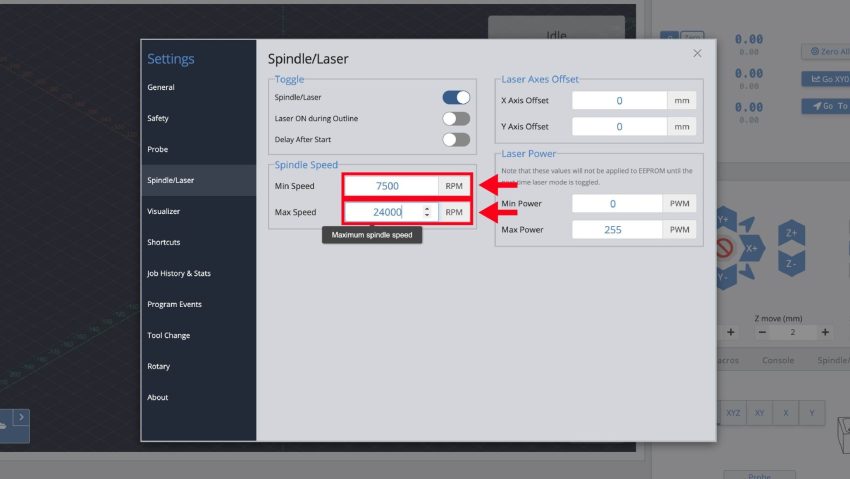
We will now reset everything so our changes can successfully take effect. Turn OFF the controller at the power switch.
Unplug the spindle from power.
Close gSender.
Then, turn ON the controller, plug the spindle back into power, and open gSender and reconnect.
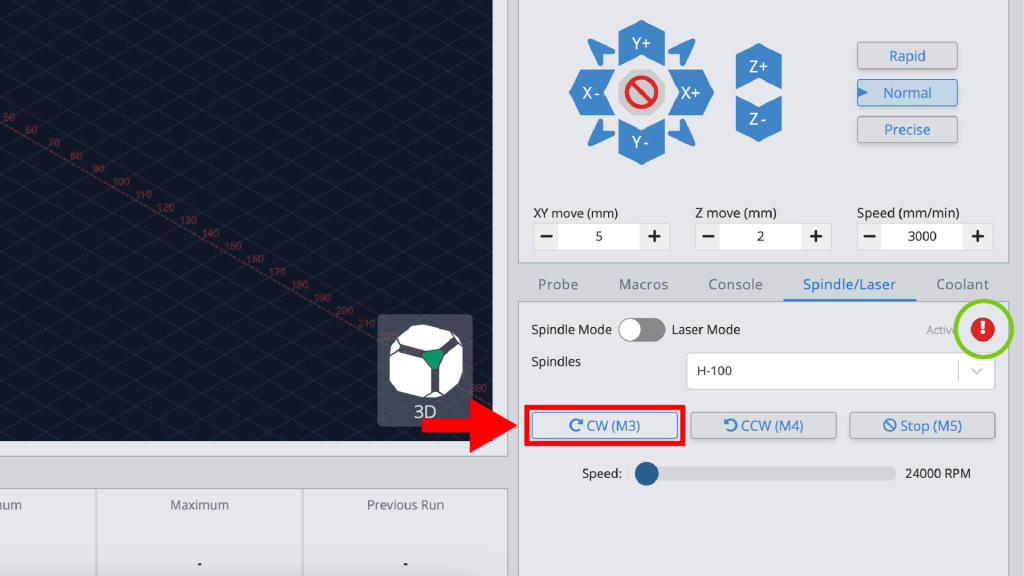
4. At the ‘Spindle/Laser’ tab, check that ‘H-100’ is selected. Then use the slider to the lowest speed, and press the ‘CW’ button to test out the spindle. Check that it is spinning in the correct direction. Press the ‘Stop’ button to stop the spindle. You are almost ready to start CNCing with the spindle!
Spindle Break-in
The grease inside the bearings may have shifted during transportation, it is recommended that you run a “break-in” cycle to redistribute the grease before using your spindle. To do this, you can download and run the g-code file below on gSender, which should take 1 hour 40 minutes to run.
Sienci 1.5kW Spindle Break-in.gcode
To run the file connect to gSender and press ‘Load File’ at the bottom left corner. Select the file and you should see a ‘Start Job’ button appear, go ahead and click that.