
We’re sure you’re itching to start cutting! Before you begin making chips fly, we recommend going through these final checks to ensure you are set up for success.
Mechanical
- All screws in the table frame have been tightened
- End plates with T-nuts
- End plates to Y rails
- Crossbeams to Y rails
- Levelling feet
- Legs to frame
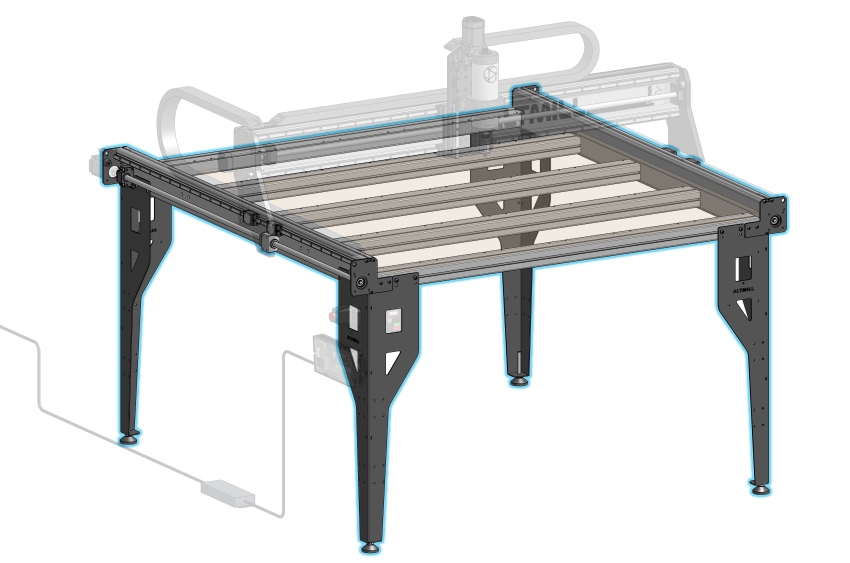
Table assembly
- All couplers have been fully tightened on both the motor shaft and ballscrew sides
Electrical
- Motor DIP switch positions are correct for each axis

X and Y-axis motor, from 1-5: OFF, OFF, OFF, ON, ON

Z-axis motor, from 1-5: OFF, OFF, ON, ON, ON
- Motor cable wires are not frayed or detached from connectors
- If they are simply detached, you can use a small screwdriver to press each orange spring terminal release to insert the wire back in
- Inductive sensors are functional
- Check by putting a metal object near the blue sensor face and see if a small red light triggers on the back
- Spindle VFD is plugged in to a separate 15A circuit from the SLB-EXT control board
Software
- You are using gSender version 1.4.12 or newer
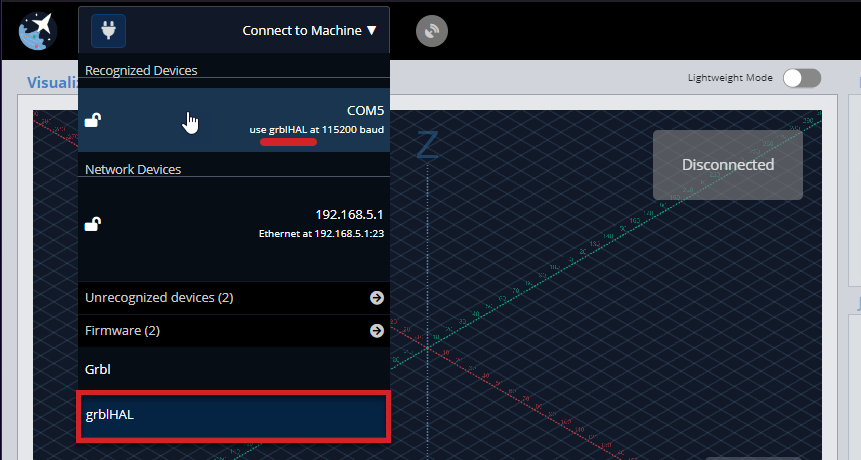
- grblHAL is selected upon startup and connection to machine (for gSender 1.4.12 and lower)
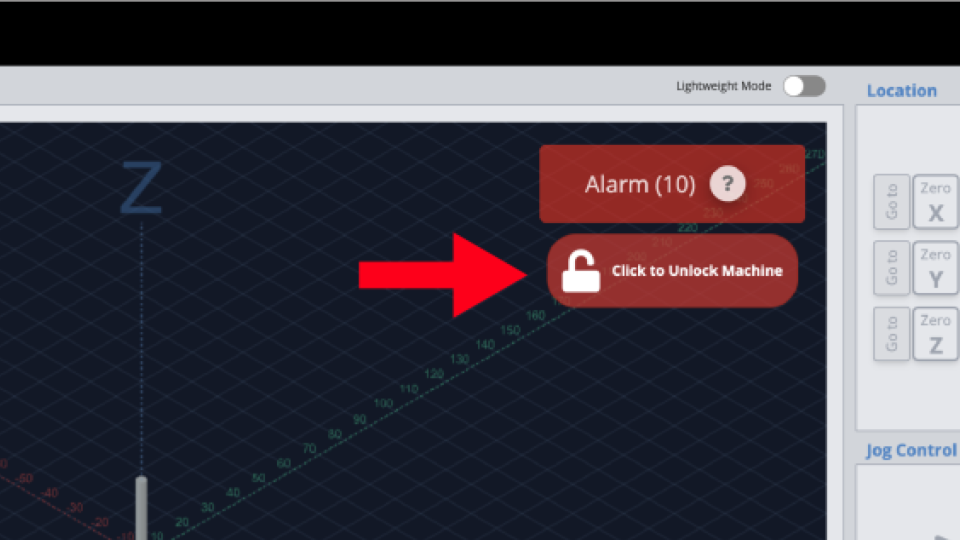
- Alarm 10 can be cleared after pressing and releasing the E-stop button
- If E-stop is unresponsive, check the connections: unplug the E-stop cable, then use a screwdriver to remove the 3 screws at the bottom of the unit
- Machine can move in the X, Y and Z directions smoothly using the jog control buttons
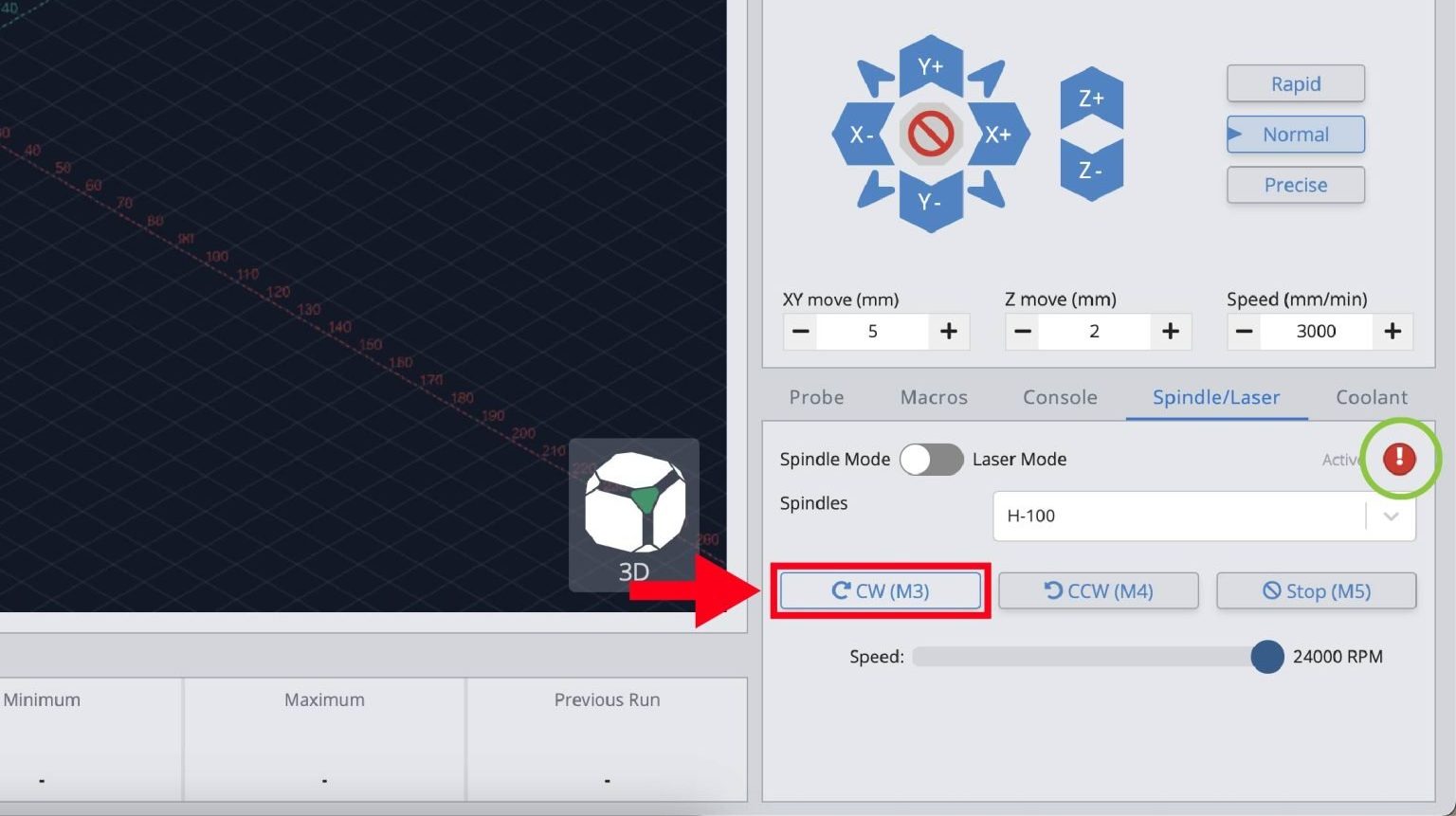
- Spindle can spin up to speed, without alarms or errors, using the CW or Forward button

gSender 1.5.10 and above
gSender 1.4.12 and lower
- Machine is able to successfully home without alarms or errors
- Jog the machine away from the X, Y and Z sensors
- Then press “Home”
- If you encounter alarms or errors see this troubleshooting page
Default homing at back left corner on AltMill
If you have gone through the checks above, then you are ready to start cutting!
In this video, Ben goes through the steps to successfully carve your first project.